

你有沒有想過,擰了幾十年的螺絲,可能都沒!有!擰!緊!生活中大到過山車用的手臂粗的大螺栓,小到指甲鉗用的小螺栓,將螺栓擰緊都是重要工序。那么,螺栓怎樣才算擰緊了?
擰緊中的扭矩分配
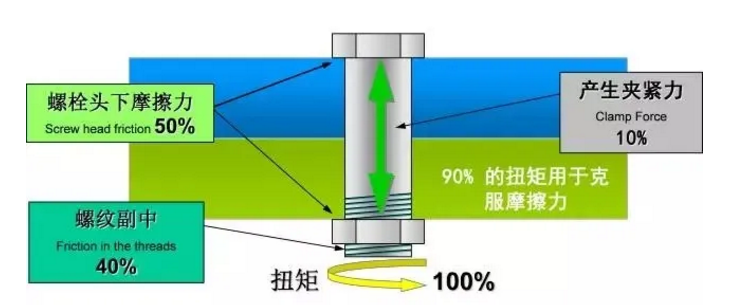
擰緊一顆螺栓,需要施加一定扭矩旋轉一定角度后才可以完成,這部分的扭矩+角度所做功最終轉為三個部分:
1.螺栓頭下摩擦力消耗
2.螺紋副摩擦力消耗
3.產生預緊力
這個也可以根據以下公式得出:
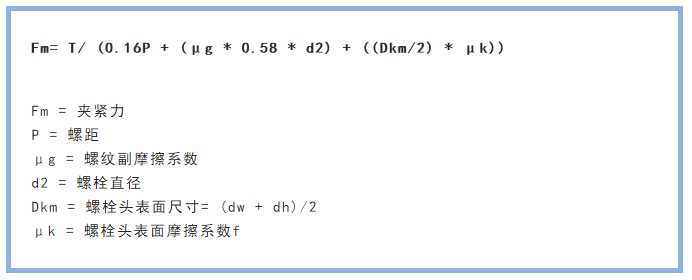
一般而言,這三者的比例在10%,40%以及50%,這部分能量的消耗很容易直觀的體會到:10%的夾緊力做功體現在螺栓的被拉伸,40%和50%體現了螺紋副以及螺栓頭下擰緊后摩擦力導致的發熱。
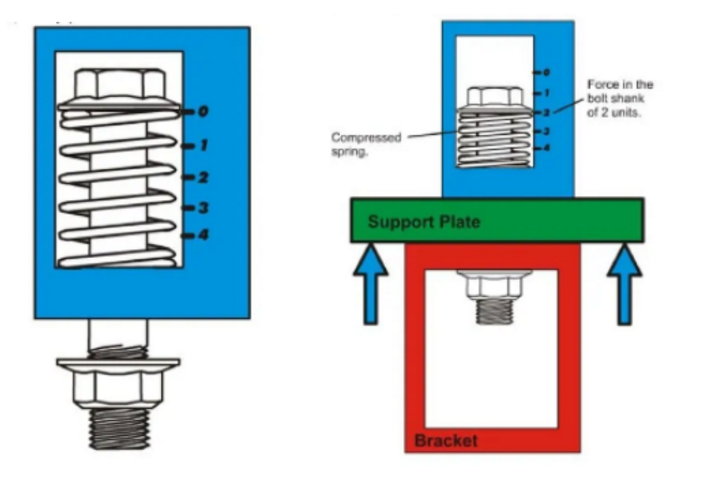
為了便于分析,假設螺栓材料的硬度非常低,像彈簧一樣,那么螺栓擰緊后的狀態就應該是壓縮的彈簧。
螺栓擰緊的控制方法:
1. 扭矩控制法
定義:當擰緊扭矩達到某一設定的控制扭矩時,立即停止擰緊的控制方法。
優點:控制系統簡單、直接,易于用扭矩傳感器或高精度扭矩扳手來檢查擰緊的質量。
缺點:控制精度不高(預緊力誤差±25%左右),也不能充分利用材料的潛力。

2. 扭矩-轉角控制法
定義:先把螺栓擰到一個不大的扭矩后,再從此點開始,擰一個規定的轉角的控制方法。
優點:螺栓軸向預緊力精度較高(±15%),可以獲得較大的軸向預緊力,且數值可集中分布在平均值附近。
缺點:控制系統較復雜,要測量扭矩和轉角兩個參數;且質檢部門也不易找出適當的方法對擰緊結果進行檢查。
3. 屈服點控制法
定義:把螺栓擰緊到屈服點后,停止擰緊的一種方法。
優點:擰緊精度非常高,預緊力誤差可以控制在±8%以內;但其精度主要取決于螺栓本身的屈服強度。
缺點:擰緊過程需要對扭矩和轉角曲線的斜率進行動態的、連續的計算和判斷,控制系統的實時性、運算速度等都有較高的要求。

此外,螺栓的初始設計是按照如在10%,40%以及50%的比例來分配三者關系的,如果實際的過程中改變了三者的比例關系,會出現扭矩“合格”,夾緊力不合格的情況。
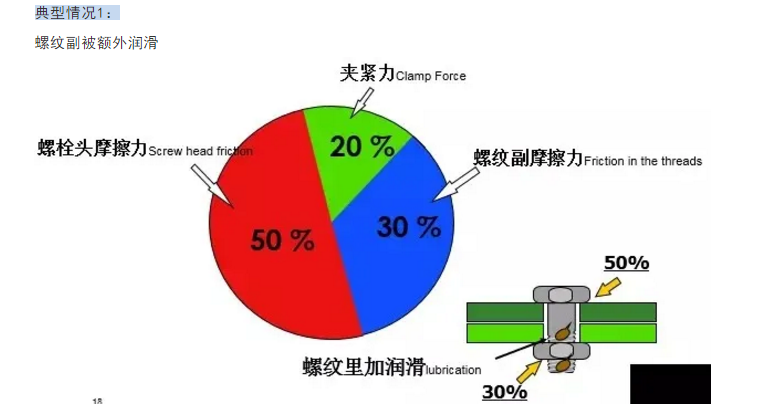
其他改變摩擦系數的常見情況有:
涂層材料改變,涂層厚度變化,螺栓/螺釘公差,與螺帽旋轉接觸面摩擦系數,工具轉速,墊片增加/減少等。
青島閎璟霽金屬制品有限公司
Copyright ? 2020 青島閎璟霽金屬制品有限公司 版權所有 魯ICP備2021039222號-1 技術支持:海誠互聯
